Why Choose the Best Mineral Water Packing Machine for Efficient and Automatic Bottling Solutions?
By automating the filling and packaging process, companies can ensure consistent output, reduce operational costs, and meet international standards for hygiene and quality.
What Is a Mineral Water Packing Machine?
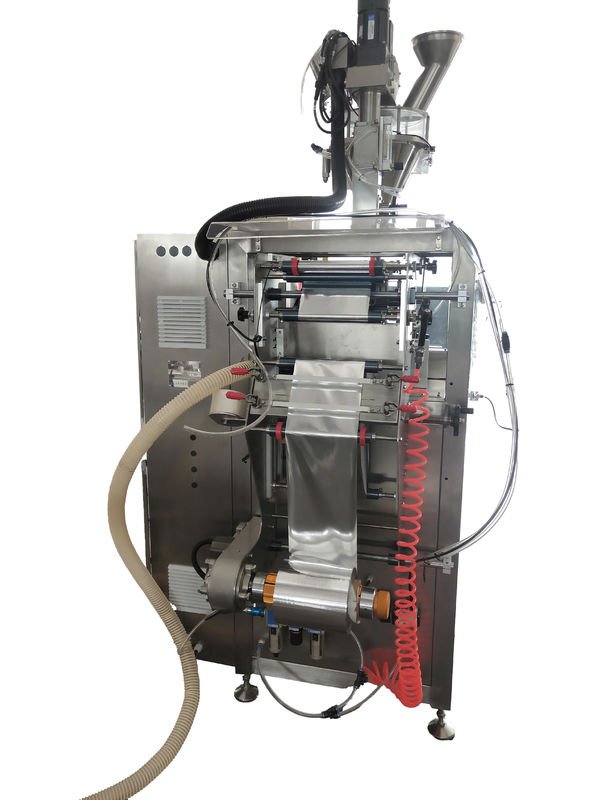
A mineral water packing machine is advanced equipment designed to automate the bottling, sealing, labeling, and packaging of mineral water. These machines are engineered to handle various bottle sizes and shapes while maintaining precise filling accuracy and hygiene.
Whether you run a large-scale plant or a small beverage business, choosing the right packaging machine ensures a seamless, contamination-free process that complies with international standards.

Key Features of Efficient Mineral Water Packing Machines
- Automated Operation: Streamlines the entire bottling process, from rinsing and filling to capping and labeling, minimizing human intervention and error.
- High Filling Accuracy: Advanced sensors and precision controls ensure the correct volume in every bottle, reducing wastage and ensuring product consistency.
- Hygienic Design: Made from food-grade stainless steel and equipped with sanitary features that prevent contamination.
- Flexible Production: Capable of handling different bottle sizes and production speeds, allowing manufacturers to adapt quickly to market demands.
- Energy Efficiency: Modern machines are designed to reduce power consumption, supporting sustainable operations.
Benefits of Automatic Bottling Solutions
- Boosted production capacity with minimal labor
- Consistent product quality and reduced risk of contamination
- Compliance with global hygiene and safety regulations
- Lower operational and maintenance costs
Packmate (GuangDong) Co., Ltd. – Leading the Way in Intelligent Packaging Equipment
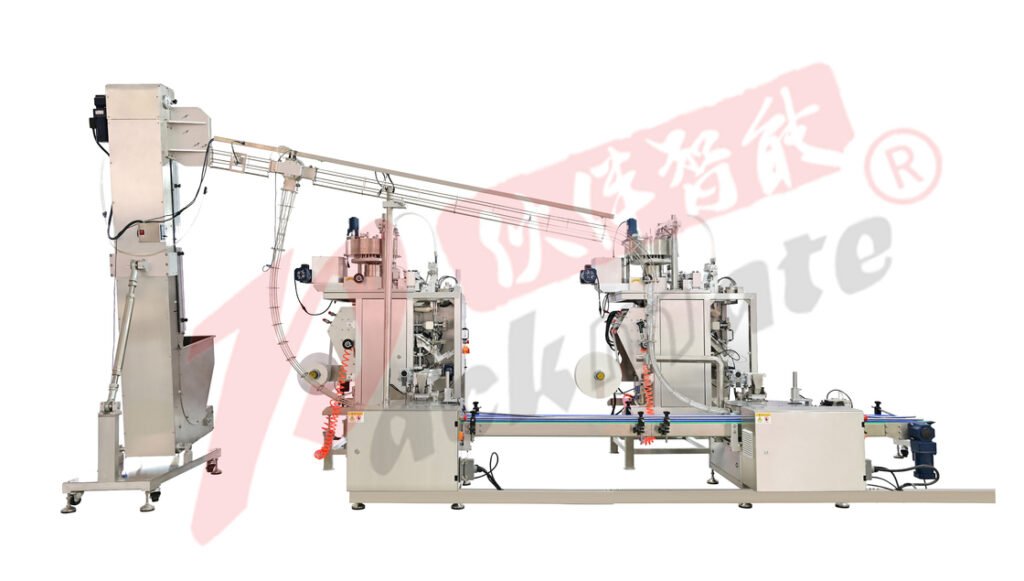
Packmate (GuangDong) Co., Ltd. has been pioneering the packaging equipment industry for over 30 years. With a team of more than 125 professionals and a state-of-the-art 20,000㎡ manufacturing facility, Packmate delivers high-speed, reliable, and GMP-compliant solutions to clients worldwide.
Our packaging machine portfolio is designed with advanced engineering, ensuring precision, stability, and future-ready performance for mineral water bottling operations.
Technological Excellence & Innovation
Since 1993, Packmate has focused on continuous R&D and engineering-driven innovation. With 30+ patents and international certifications (CE & ISO), our mineral water packing machines are recognized for their:
- Stable operation in demanding environments
- Precision filling and capping technology
- Customizable features to adapt to specific production needs
- Robust quality control at every manufacturing stage
Quality Assurance & International Standards
Global Reach & Responsive Service
Based in the Guangdong-Hong Kong-Macao Greater Bay Area, Packmate leverages a robust industrial ecosystem and efficient logistics to export products to Europe, the Americas, Africa, the Middle East, and Southeast Asia. Our global service network ensures quick delivery, technical support, and reliable after-sales service, making us a preferred partner for international clients.
How to Select the Right Mineral Water Packing Machine?
- Assess Your Production Needs: Consider your daily output, bottle types, and desired automation level.
- Check Compliance & Certifications: Ensure the machine complies with GMP, CE, and ISO standards for safety and quality.
- Review Technology & Features: Look for advanced filling accuracy, customizable options, and energy-saving designs.
- Evaluate After-Sales Support: Choose a supplier with a proven track record for installation, training, and maintenance services.
- Request a Factory Visit: Witness the manufacturing process and quality control measures firsthand to ensure long-term reliability.
Why Automation Is Essential for Modern Bottling Operations
The demand for safe and high-quality bottled water is rising globally. Manual bottling processes are prone to errors, contamination, and inefficiencies. Automated mineral water packing machines help businesses:
- Meet increasing market demand
- Guarantee product integrity
- Reduce labor costs and human error
- Enhance operational safety and scalability